

Дерево растет в лесу, его ветви колышутся на ветру, а листья поглощают солнечный свет. Само по себе это всего лишь растение. Но когда оно создает экономическую ценность, его можно превратить в деньги, потому что экономическая ценность — это, по сути, его полезность для других.
После сруба, распиловки и очистки от коры для получения шпона, а затем переработки в фанеру для мебели, напольных покрытий или строительства, дерево превращается из природного ресурса в экономический продукт.
Экономическая ценность зависит в основном от дефицита и качества. Дефицит обусловлен породой и характеристиками древесины, а при определенных условиях процесс снятия шпона может значительно повысить ее ценность.
Что делает шпон хорошего качества
На рынке цена шпона в основном зависит от толщина и качество поверхности. Чем более равномерна толщина и чем лучше поверхность, тем выше экономическая ценность. Чтобы достичь нормальной экономической ценности, шпон должен соответствовать следующим основным стандартам:
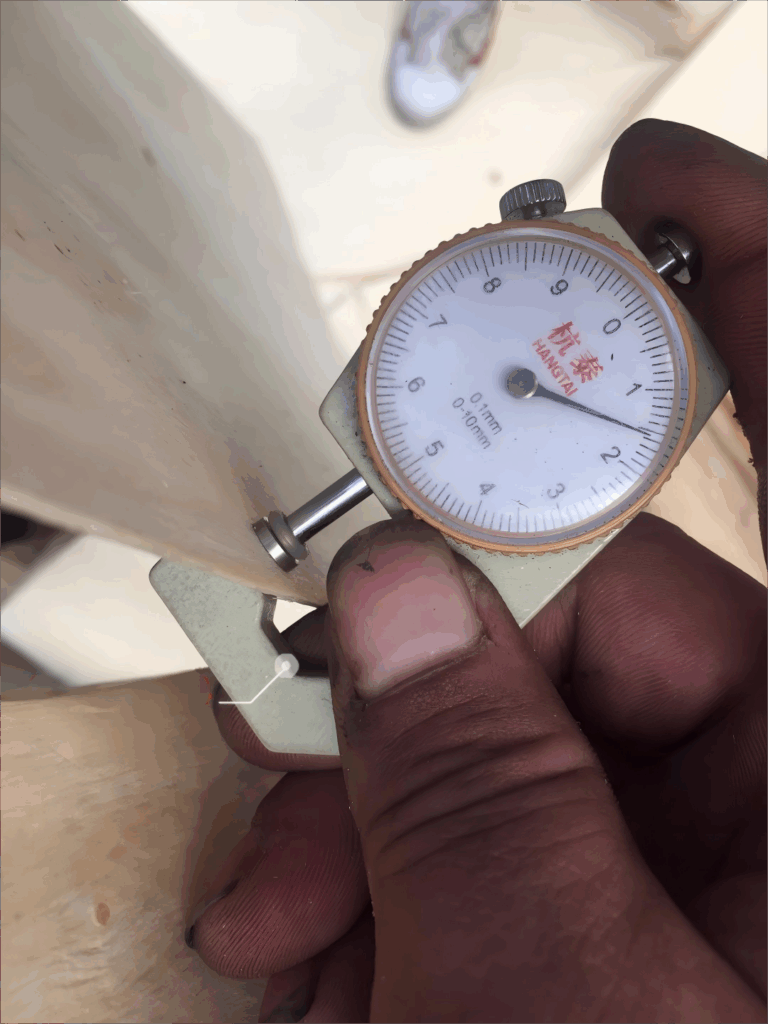
1. Равномерная толщина
- Равномерная толщина обеспечивает прочное соединение между слоями, стабильность и гладкую поверхность панели.
- Меньший допуск по толщине приводит к более высокому уровню удовлетворенности клиентов и повторным заказам, обеспечивая стабильный доход завода.
- Рекомендуемые стандарты:
- Хвойная древесина: ±0,1 мм
- Твердая древесина: ±0,05–0,1 мм (в зависимости от точности ротационной режущей машины)
2. Гладкая поверхность
- Шероховатые поверхности шпона затрудняют равномерное проникновение клея, что может привести к плохому сцеплению, отслоению или деформации фанеры.
- так что грубый шпон может вызвать:
- Более высокий уровень брака в фанере
- Использование дополнительного клея для компенсации и увеличение производственных затрат
- Таким образом, гладкость поверхности является вторым по важности фактором качества после толщины.
3. Минимальные дефекты
- Шпон должен иметь как можно меньше сучков, трещин и отверстий, чтобы сохранить прочность фанеры.
- Поскольку древесина является натуральным материалом, некоторые дефекты неизбежны. Они могут быть классифицированы как качество B или C, чтобы не повлиять на конечную прочность панели.
4. Ровность и отсутствие деформации
- Шпон должен быть ровным, без изгибов, скручиваний и завитков.
- Деформированный шпон может привести к образованию пузырей, расслоению или деформации фанеры, что снижает ее стабильность и прочность.
- На плоскостность в основном влияют два этапа: Пилинг и сушка.
Распространенные причины деформации при отслаивании
- Неравномерное содержание влаги в древесине
- Изогнутые или скрученные бревна, или смещенная сердцевина
- Чрезмерное давление при отслаивании
- Свежеочищенный шпон, не уложенный ровно или не подготовленный надлежащим образом
Распространенные причины деформации во время сушки
- Слишком высокая температура или слишком быстрый нагрев, приводящие к быстрому испарению поверхностной воды при сохранении внутренней влаги.
- Низкая или неравномерная влажность воздуха, из-за чего некоторые участки высыхают быстрее, чем другие
- Неравномерная толщина шпона или влажность, либо недостаточное время сушки
- Неравномерный воздушный поток в сушилке, в результате чего некоторые шпоны высыхают быстрее, чем другие.
Как производить высококачественный шпон

Для фанерного завода производство фанеры хорошего качества является залогом прибыльности, а иногда даже выживания. Качество фанеры в основном зависит от трех факторов: бревна, кожуры, кожуры и ножи для кожуры.
1. Выбор бревен
Качество шпона зависит от качества бревен.
- Если бревна искривлены, полны сучков, червоточин или гнили, то шпон будет низкого качества и по низкой цене.
- Хорошие бревна должны иметь надлежащий диаметр, однородную текстуру, без сучков, червоточин и гнили. Это гарантирует качество шпона прямо от источника.
2. Станок для снятия шпона (ротационная машина для снятия шпона)
Существует два основных типа токарных станков для шпона:
- Токарный станок с шпинделем (с патроном) для снятия кожуха: Очень точный, допуск по толщине ±0,05 мм, но медленный, дорогой и с низкой производительностью. В основном используется для облицовки лицевой стороны.
- Токарный станок без шпинделя: Допуск по толщине составляет около ±0,1 мм, что приемлемо для шпона для сердцевины. Этот метод быстрее, более производителен и экономичен, поэтому он широко используется для производства шпона для сердцевины.
Ключевыми факторами, определяющими точность и стабильность безшпиндельного токарного станка для снятия кожухи, являются:
(1) Точность направляющей рейки
- Направляющие рельсы должны оставаться ровными и параллельными. В противном случае каретка ножа сместится, и толщина шпона будет неравномерной.
- Использование высококачественных машин рельсы из закаленной стали с тонкой шлифовкой или покрытием для повышения износостойкости и поддержания точности.
- Обычные токарные станки: 0,05–0,1 мм/м; высокоточные токарные станки: 0,02–0,03 мм/м.
(2) Точность подающего винта
- Каждый оборот винта должен перемещать каретку ножа на фиксированное расстояние (шаг). Если шаг неточный, толщина шпона будет варьироваться.
- Высококачественные подающие шнеки могут достигать точности ±0,01 мм / 300 мм.
- Износ или люфт между винтом и гайкой со временем приведет к вибрации и изменению толщины.
(3) Стабильность скорости главного двигателя
- Толщина шпона = скорость подачи ÷ скорость вращения шпинделя.
- Если скорость нестабильна, даже при постоянной подаче толщина шпона будет увеличиваться и уменьшаться.
- Нестабильная скорость также вызывает:
- Изменение силы отслаивания → волнистая фанера или даже поломка
- Микровибрация → неровная или волнистая поверхность
- Современные токарные станки с ЧПУ используют сервомоторы с преобразователями частоты, что обеспечивает гораздо большую стабильность, чем традиционные системы.
3. Материал и острота ножа
Нож напрямую влияет на толщину шпона и качество поверхности:
- Материал ножа:
- Твердые породы дерева → требуются ножи с высокой прочностью
- Мягкие породы дерева → требуются ножи с высокой твердостью и износостойкостью
- Резкость:
- Острый нож → меньшее сопротивление резанию, стабильная толщина, гладкая поверхность
- Тупой нож → неравномерная толщина, шероховатая или рваная фанера
- Угол наклона ножа:
- Общий диапазон: 18°–22°
- Больший угол → более прочный, но более грубый шпон
- Меньший угол → более четкий рез, но меньший срок службы, более легкое сколывание
Чтобы гарантировать, что шпон одинаковой толщины, с гладкой поверхностью и меньшим количеством дефектов, заводы должны тщательно выбирать материал для ножей, соблюдать правильный угол наклона ножа и следовать строгим цикл шлифования и замены.
Вкратце:
Высококачественный шпон поставляется из качественные бревна, точные машины для лущения фанеры и острые ножи для лущения. Только контролируя все три фактора, завод может стабильно производить шпон, отвечающий высоким рыночным стандартам и создающий высокую экономическую ценность.












