

Uma árvore cresce na floresta, com os seus ramos balançando com a brisa e as folhas absorvendo a luz do sol. Sozinha, é apenas uma planta. No entanto, quando gera valor económico, pode ser convertida em dinheiro — porque o valor económico é essencialmente a sua utilidade para os outros.
Depois de serrada, descascada e transformada em folheado, e posteriormente em contraplacado para mobiliário, pavimentos ou construção, a árvore transforma-se de um recurso natural num produto económico.
O valor económico depende principalmente da escassez e da qualidade. A escassez advém das espécies e características da madeira e, em condições específicas, o processo de descascamento do folheado pode aumentar significativamente o seu valor.
O que torna um folheado de boa qualidade
No mercado, o preço do folheado depende principalmente de espessura e qualidade da superfície. Quanto mais uniforme for a espessura e melhor for a superfície, maior será o valor económico. Para atingir o valor económico normal, o folheado deve cumprir as seguintes normas básicas:
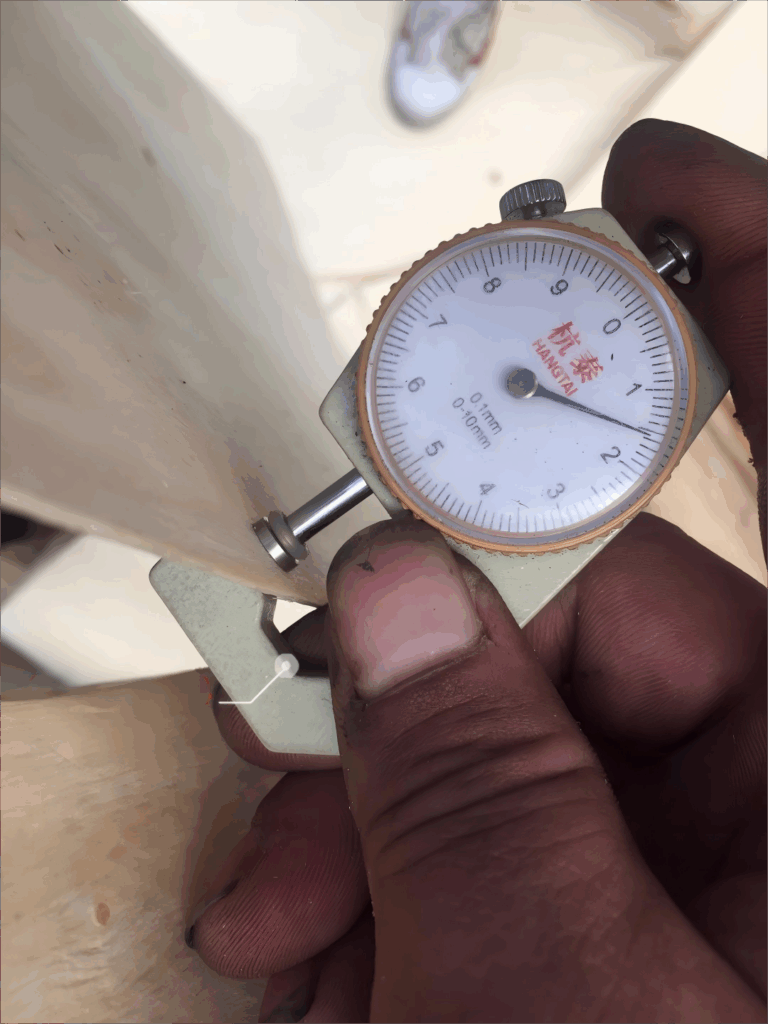
1. Espessura uniforme
- A espessura consistente garante uma forte ligação entre as camadas, estabilidade e uma superfície lisa do painel.
- Uma tolerância de espessura menor leva a uma maior satisfação do cliente e a pedidos repetidos, garantindo uma receita estável para a fábrica.
- Normas recomendadas:
- Madeira macia: ±0,1 mm
- Madeira dura: ±0,05-0,1 mm (dependendo da precisão da máquina de corte rotativa)
2. Superfície lisa
- As superfícies rugosas do folheado dificultam a penetração uniforme da cola, o que pode levar a uma má aderência, delaminação ou deformação da madeira compensada.
- portanto, o revestimento áspero pode causar:
- Taxas de defeito mais elevadas na madeira compensada
- Utilização de cola extra para compensar e aumento dos custos de produção
- Portanto, a suavidade da superfície é o segundo fator de qualidade mais importante, depois da espessura.
3. Defeitos mínimos
- O folheado deve ter o mínimo possível de nós, fendas ou poros para manter a resistência da madeira compensada.
- Como a madeira é um produto natural, alguns defeitos são inevitáveis. Estes podem ser classificados como qualidade B ou C para evitar afetar a resistência final do painel.
4. Planicidade e sem deformação
- O folheado deve ser plano, sem dobras, torções ou ondulações.
- O folheado deformado pode causar bolhas, delaminação ou deformação na madeira compensada, reduzindo a estabilidade e a resistência.
- A planicidade é afetada principalmente por duas etapas: Descamação e secagem.
Causas comuns de deformação durante a descascagem
- Teor de humidade irregular na madeira
- Troncos curvados ou torcidos, ou cerne descentrado
- Pressão excessiva de descascamento
- Folheado recém-descascado não colocado na horizontal ou não devidamente acondicionado
Causas comuns de deformação durante a secagem
- Temperatura demasiado elevada ou aquecimento demasiado rápido, fazendo com que a água da superfície evapore rapidamente, enquanto a humidade interna permanece
- Humidade do ar baixa ou irregular, fazendo com que algumas áreas sequem mais rapidamente do que outras
- Espessura ou teor de humidade irregulares do folheado, ou tempo de secagem insuficiente
- Fluxo de ar irregular na secadora, fazendo com que algumas folhas de folheado sequem mais rápido do que outras
Como produzir folheados de alta qualidade

Para a fábrica de folheados, produzir folheados de boa qualidade é a chave para a rentabilidade — e, às vezes, até mesmo para a sobrevivência. A qualidade do folheado depende principalmente de três fatores: toras, máquinas descascadoras e facas descascadoras.
1. Seleção de registos
A qualidade do folheado começa com as toras.
- Se as toras estiverem tortas, cheias de nós, buracos de minhocas ou apodrecidas, o folheado será de baixa qualidade e terá um preço baixo.
- As boas toras devem ter um diâmetro adequado, textura uniforme, sem nós, sem buracos de minhocas e sem apodrecimento. Isso garante a qualidade do folheado desde a origem.
2. Torno para descascar folheados (máquina descascadora rotativa)
Existem dois tipos principais de tornos para folheados:
- Torno de descascamento com fuso (com mandril): Muito preciso, tolerância de espessura ±0,05 mm, mas lento, caro e com baixa capacidade. Utilizado principalmente para folheados faciais.
- Torno sem eixo: Tolerância de espessura de cerca de ±0,1 mm, o que é aceitável para folheados de núcleo. É mais rápido, tem maior rendimento e é mais económico, por isso é amplamente utilizado para folheados de núcleo.
Os fatores-chave que determinam a precisão e a estabilidade do torno de descascamento sem eixo são:
(1) Precisão do trilho guia
- Os trilhos-guia devem permanecer bem retos e paralelos. Caso contrário, o carro da faca deslocar-se-á e a espessura do folheado ficará irregular.
- Máquinas de alta qualidade utilizam trilhos de aço endurecido com retificação fina ou revestimento para melhorar a resistência ao desgaste e manter a precisão.
- Tornos normais: 0,05–0,1 mm/m; tornos de alta precisão: 0,02–0,03 mm/m.
(2) Precisão do parafuso de alimentação
- Cada volta do parafuso deve mover o carro da faca uma distância fixa (avanço). Se o avanço for impreciso, a espessura do folheado irá variar.
- Os parafusos de alimentação de alta qualidade podem atingir uma precisão de ±0,01 mm / 300 mm.
- O desgaste ou folga entre o parafuso e a porca causará vibração e variação de espessura ao longo do tempo.
(3) Estabilidade da velocidade do motor principal
- Espessura do folheado = velocidade de avanço ÷ velocidade do fuso.
- Se a velocidade for instável, mesmo com alimentação constante, a espessura do folheado irá variar.
- A velocidade instável também causa:
- Alteração da força de descascamento → folheado ondulado ou mesmo quebra
- Microvibração → superfície irregular ou ondulada
- Os tornos CNC modernos utilizam servomotores com conversores de frequência, proporcionando uma estabilidade muito superior à dos sistemas tradicionais.
3. Material e afiação da faca
A faca afeta diretamente a espessura do folheado e a qualidade da superfície:
- Material da faca:
- Madeiras duras → necessitam de facas resistentes
- Madeiras macias → necessitam de facas com elevada dureza e resistência ao desgaste
- Nitidez:
- Faca afiada → menor resistência ao corte, espessura estável, superfície lisa
- Faca cega → espessura irregular, folheado áspero ou rasgado
- Ângulo da faca:
- Intervalo comum: 18°–22°
- Ângulo maior → mais durável, mas folheado mais áspero
- Ângulo menor → corte mais preciso, mas vida útil mais curta, mais fácil de lascar
Para garantir um folheado que seja espessura uniforme, superfície lisa e com menos defeitos, as fábricas devem escolher cuidadosamente o material da faca, manter o ângulo correto da faca e seguir um rigoroso ciclo de retificação e substituição.
Em resumo:
O folheado de alta qualidade provém de boas toras, máquinas de descascamento de folheados precisas e facas de descascamento afiadas. Somente controlando esses três fatores é que uma fábrica pode produzir consistentemente folheados que atendam aos altos padrões do mercado e criem um forte valor económico.












